")

The inner and outer pony trucks are another task entrusted to our contractor Jack Thompson Engineering. Here one of the outer trucks has been set up for machining rivet holes. We are re-using the original bearing carrier castings, attached to a new fabricated frame, 6″ wider than the original.


Once the holes were machined, the trucks were shipped to Puffing Billy’s Belgrave workshop where we have the facilities to carry out the hot riveting required. Once all the riveted joints are complete, the trucks will be shipped back, and Jack Thompson Engineering will undertake final machining to ensure alignment of the bearing carriers. This makes allowance for any small misalignment which may occur during the riveting process. The photos above and below show the trucks at Belgrave, ready for riveting to start.


Above, one of the inner pony truck frames has had the bearing carrier faces machined and the housing is being checked for fit. Once the housings are fitted, the bores will be line bored to ensure alignment of the bearings. Below, the inner and outer pony truck wheelsets, with new axles and bearings, are in store awaiting the machining and fitting of new tyres.

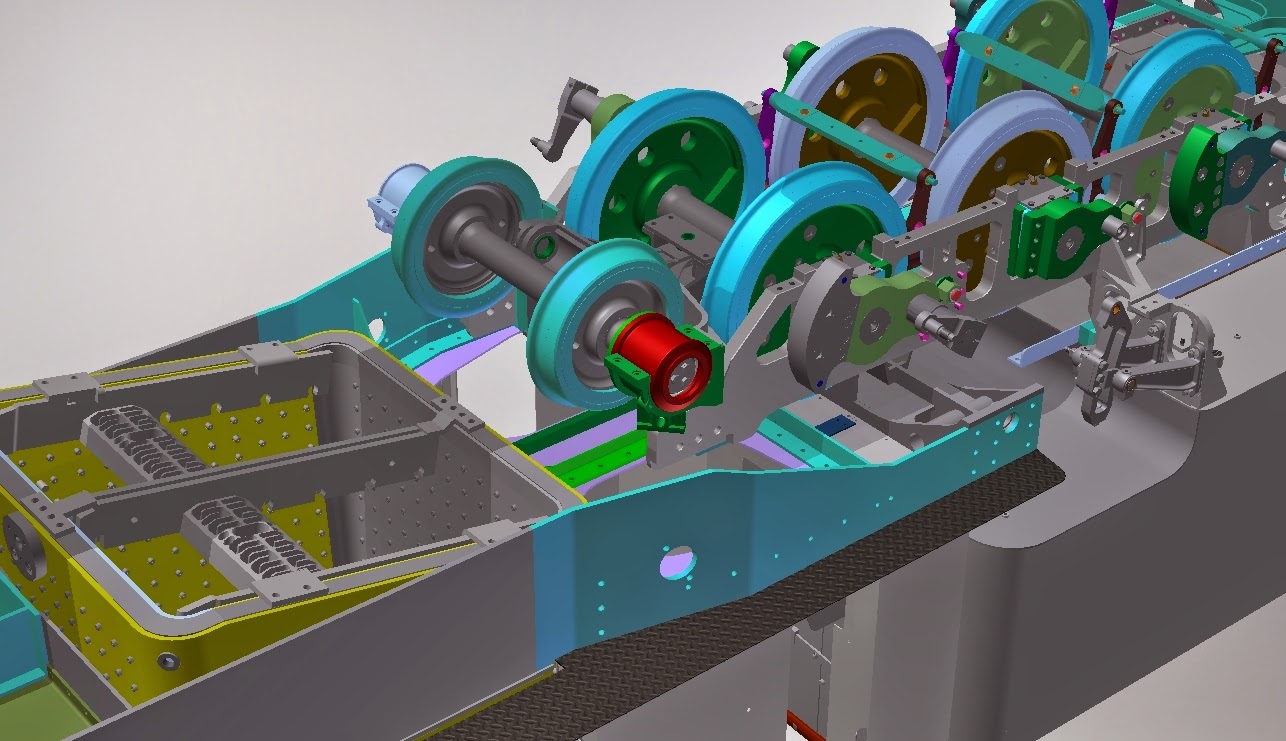
In the original NG/G16 design, the rear end of the boiler cradle flares out to accommodate the swing of the hind engine unit inner pony truck. During the redesign, our 3D model highlighted that, when the pony truck was widened to allow for the increase in gauge to 2′ 6″, the truck frame would foul this flared part of the cradle. The image above, from the 3D model, shows how we are going to cut away the rear part of the cradle, and weld in a new, prefabricated section (the Cyan/Turquoise part) which would provide the required clearance on Puffing Billy’s tightest curves.
The manufacture of this fabrication was carried out by a sub-contractor, apart from the riveting of the bracket for the boiler steady, which had to be done by Puffing Billy in our workshops. Below you can see the bracket in position, held in place by bolts while the rivets are heated, then riveted over by our pneumatic rivet press. Riveting is a definite art, with so many variables which must be satisfied in order to get it ‘just right’; size and length of rivet, size and depth of rivet snaps, temperature of rivet, force applied to rivet, and of course the speed you can pick up a red hot rivet, get it from the hearth to the work piece, manoeuvre it into the right hole (from the correct direction) and close it up!


These final two photographs show the completed boiler cradle rear end fabrication, as delivered. Before we can weld it in position however, we will offer up the rear pivot casting, mark through, and drill the mounting holes. The pivot casting can then be attached and used to help keep the assembly rigid as it is being welded to the remainder of the boiler cradle.
