")


")
Over the past few months, we have been progressing a lot of different tasks, in order to keep the project moving along at a good pace:

- Installation of the sanding gear on the engine units (above and below) has reached the stage where the engine needs to be assembled before it can progress further.

- Cowcatchers and stabilisers have been completed and fitted.

- Exhaust piping on both engine units is complete (above), as are the steam ball joints.
- Work has been carried out on the fire hole door surround casting, doors and linkages, ready for test fitting.
- Overhaul of the Westinghouse air compressor is progressing.
- The rocking grate steam cylinder and operating levers have been completed (above) and attached to the boiler cradle.

- Brake pipework is being manufactured for both the engine units (above) and the boiler cradle, including the train pipe and piping up of the brake cylinders and main reservoirs.
- Turbo generator bracket has been fabricated and fitted to the cradle.

- Hand brake bracket is complete and has been fitted to the boiler cradle (above).

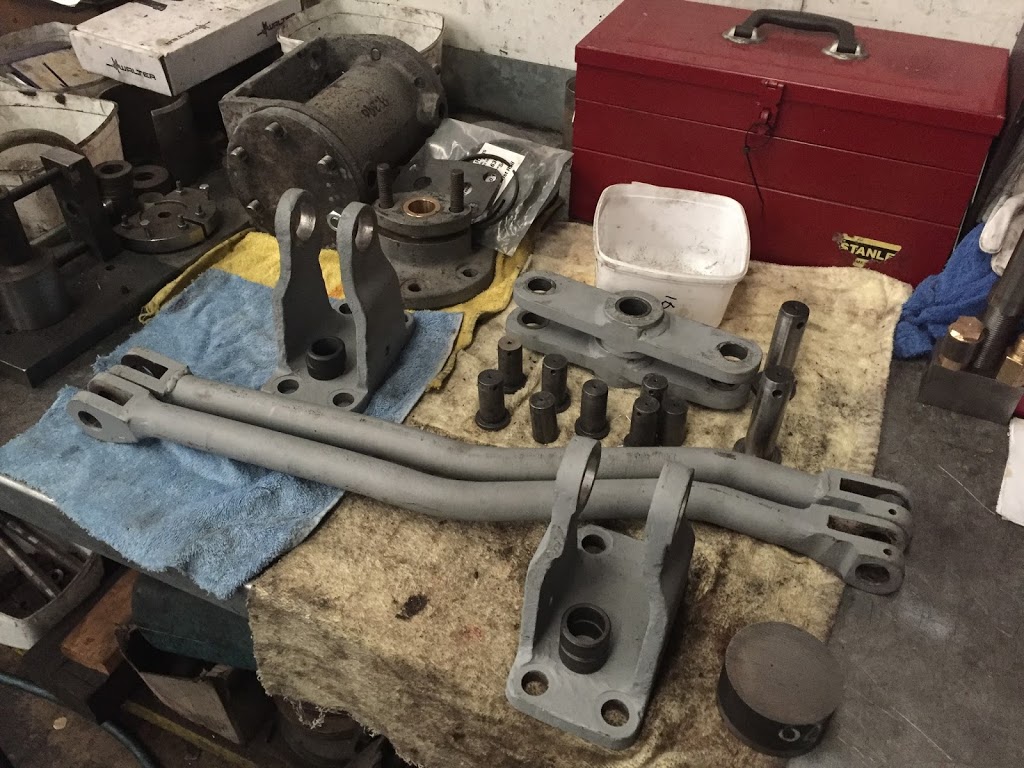
- Components for the screw reverser have been refurbished or manufactured (above), the stand has been modified to suit the revised cradle frame geometry, and the whole assembly fitted to the cradle.
- Work continues on the valvegear, with nearly all components overhauled and fitted, including the new die-blocks and lifting links.

- Triple valve mounting bracket has been manufactured and installed on the boiler cradle (above).
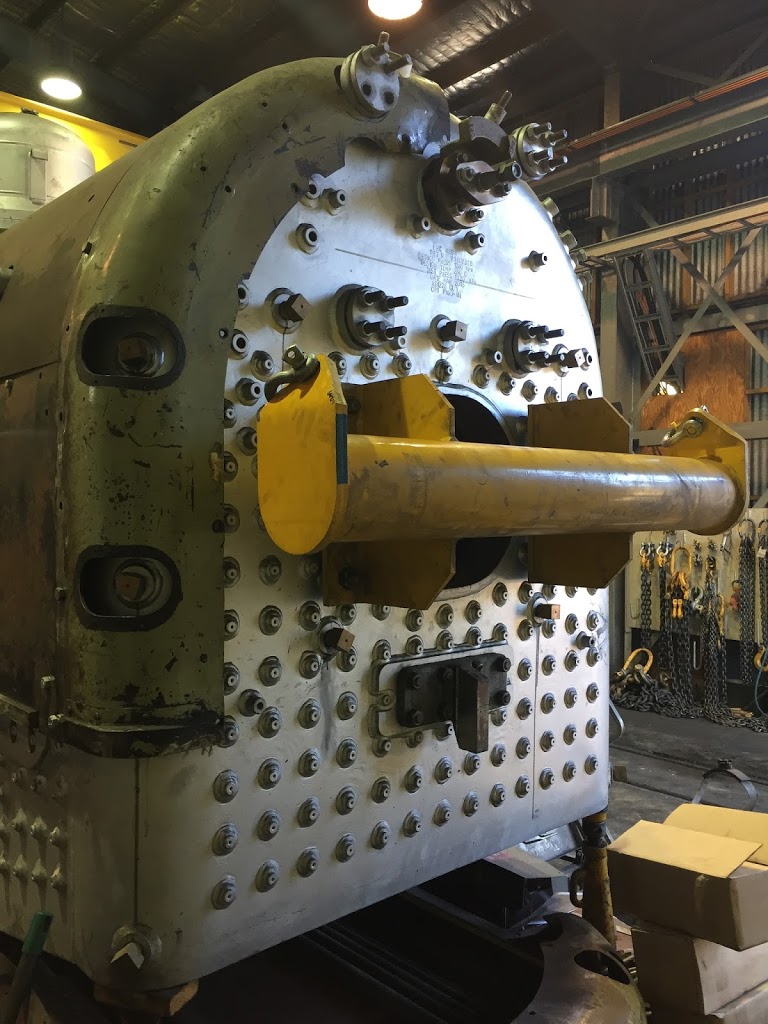
- The custom designed lifting bracket for the rear of the boiler (above) has been delivered following testing, and has already been used to lift the boiler from the cradle ready to be insulated and clad.

- Mechanical lubricators have been fitted following overhaul (above), along with atomisers and much of the pipework, and work has commenced on the lubricator drive components.
- Design work for the cab is complete, and the drawings and being checked prior to placing an order for fabrication.

- Drawings for the chimney and the fill-in ring that goes inside the cap have been issued, and the machining work is currently underway (above).
- The ring seals which surround the pivots, preventing the ingress of dust, dirt and moisture, have been manufactured and delivered. Pivot covers and associated parts are being refurbished or manufactured as required.