")
")



Wednesday the 31st January 2018 marked a momentous day for Puffing Billy, as 14A’s new oil burning system was ignited for the first time; the culmination of significant work by the railways engineering team.
Wind the clock back three years, and in January 2015 Puffing Billy received a visit from Roger Waller, the Managing Director of DLM AG in Switzerland. Roger kindly took time out from his holiday to present the history and work of DLM to PBR engineering staff and loco crews.
At this stage it was already apparent that we urgently needed to grow traffic on the Lakeside-Gembrook section of the railway if we were to keep up with demand, and manage the capacity constraints already making themselves apparent on the Belgrave end of the line.
Discussions with our Marketing department, and their preliminary investigations with tour companies, provided the ultimatum:
Easily said, but not so easily achieved, particularly when that section of the railway features the longest steepest grades, as well as Wright Forest, the driest and most inaccessible part of the rail corridor. Working more steam hauled trains whilst carrying increased loads, during the hottest & driest periods of the year, was only ever going to carry an increased risk of spark emissions. This is the reason that Puffing Billy traditionally self-regulates the use of steam on that section of the line, substituting diesel locos when moisture testing reveals levels considered too low to be safe for steam.
We also considered the fact that we market ourselves as Australia’s Favourite Steam Train! Puffing Billy is renowned throughout the world as one of the best heritage steam railways, and for many of our visitors, this is their first opportunity to experience this obsolete but pivotal technology from the past.

Further correspondence developed some ideas as to how some of DLM’s Swiss precision could be applied to our locomotives, whilst we investigated the options available to us. The benefit of working on steam locomotives today is that experiments of many kinds have already been carried out, and we can benefit from the knowledge gained; we know which ideas were developed further, and which came to a dead end.
Various options were considered, including:
- LPG Gas firing
- Oil Firing
- Gas Producer Combustion System (GPCS)
- Fireless Locomotives
- Pulverised Coal
- Hybrid Options
In reviewing the options, we had to consider the parameters we saw as important:
- Is it a proven technology?
- Will it significantly reduce, or eliminate, the risk of sparks?
- Is it available now, rather than requiring significant resources to design and develop?
- Should circumstances change, is it easily reversible?
Oil firing it was!

By way of a biography, Roger Waller is considered a leader in the field of Modern Steam. He has worked with Porta and was employed by David Wardale to assist in testing of the ‘Red Devil’ in South Africa. He later returned to Switzerland and a job at SLM, managing to talk them into developing and manufacturing a series of brand new ‘Modern Steam’ rack locomotives for Swiss and Austrian rack railways. Under the DLM banner, he now builds modern reciprocating steam engines to replace diesel engines (which were first installed to replace steam engines!) in paddle steamers on the Swiss lakes.
We continued to work with Roger Waller, whilst also exploring other supplier options. No one else was able to offer an ‘off the shelf’ design within the time frame, and in late 2016 the Board were presented with a CAPEX for the proposed conversion, including project scope, cost breakdown and proposed timeline. Delays in getting the proposal approved meant that, in the meantime, DLM had accepted an order for some new boat engines (steam of course!), putting our schedule back a little. Contracts were signed early 2017, and design work commenced.
It was agreed that certain components would be sourced locally by Puffing Billy, to save on shipping costs. A fire arch, manufactured from high temperature stainless steel, replaces the brick arch, and a fuel tank fits within the confines of the locomotives coal bunker.
As part of the testing and commissioning, 1 crew of driver and fireman would be trained in all facets of the systems operation and maintenance. Following final commissioning, a training and endorsement program will be run for drivers and firemen as required, to ensure sufficient crews to operate the loco.
The locomotive chosen for the conversion was 14A, a decision made for several reasons: 14A has one of the newest of the welded boilers; the boiler has flush-welded stays which are better suited to oil firing; the loco was due a ‘D’ exam in 2017, and the installation of the light oil firing system could be tied in with that.
The system is fairly simple, and can be described as follows:
- The fuel will be light oil, namely diesel.
- The oil will be held in a storage tank fitted within the bunker of the locomotive.
- Gravity will feed oil to the burner pan, which will replace the ashpan of the locomotive.
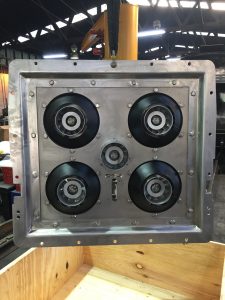
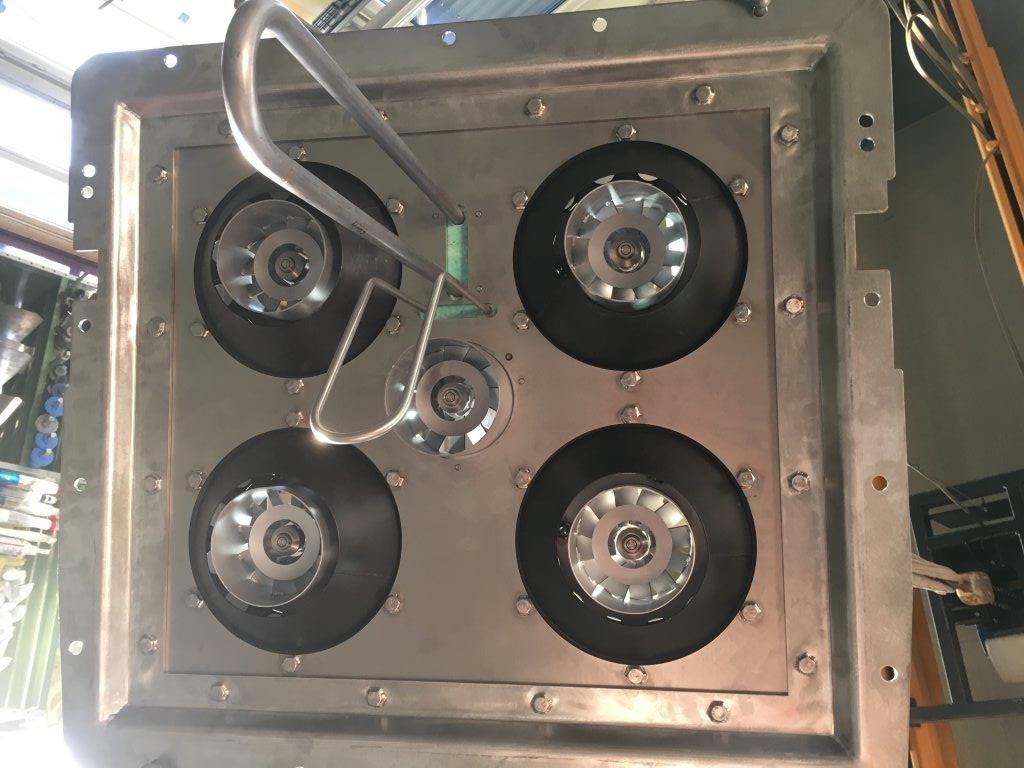
- The burner pan consists of 5 cylindrical burners (1 pilot burner and 4 load burners).
- The oil will be atomised into a fine mist using steam superheated by elements mounted in the firebox.
- There will be valves to control the flow of oil and atomising steam.
- The locomotive brick arch will be replaced with a stainless-steel arch.
As part of the CAPEX we included two optional additions to the locomotive, work which is not required for the loco to enter traffic, and which will continue as time permits:
- Mechanical lubrication (to replace the hydrostatic lubricator) offers the potential of reducing preparation and turnaround times,
- Air Sanding – With oil firing, it is likely that more constant steaming rates are possible, and with improved all-weather adhesion, more reliable time-keeping could be achieved in the steep Cockatoo to Gembrook section.
With the locomotive lifted from its wheels and supported on workshop stands, work began. The ashpan, firebars, brick arch and supporting brackets were removed and the firebox given a good clean. The additional sockets required to retain the fire arch were welded in, the welding was signed off by the boiler inspector, and the fire arch was fitted.
The burner assembly itself replaces the traditional ashpan, and additional studs were required in the foundation ring to ensure it was held securely in place.
Despite their workload, DLM tried hard to meet the target date for delivery. Regular Skype calls helped to answer any queries that arose, and while the burner was being designed and manufactured we busied ourselves procuring the fuel tank and componentry for the piping and controls. The tank itself was manufactured locally by the same company that were awarded the contract for the new rolling stock underframes and body frames, and they have consistently turned out good work for us.
Whilst all this was going on, 14A was undergoing it’s ‘D’ exam out in the workshop. Wheelsets, pony trucks, suspension, motion, brake gear and valve gear were all removed, crack tested and painted. Bushes and pins were checked for tolerance and replaced as required. Pistons and slide valves were checked, and glands repacked. The frames had several years’ worth of oil, grease, sand and dirt patiently scraped off by the workshop volunteer team, who assisted with steam cleaning, sand blasting, polishing and painting.
As we drew later into 2017 things began to happen; The burners where complete and being tested in a rack engine on the Schafbergbahn; a draft of the maintenance and operating manual arrived by email for checking; the first consignment of parts arrived, including all the valves and gauges.

By this time the loco was back on its wheels, minus the rear pony truck, and we got busy installing the fuel tank once it arrived. We also swapped the Lempor exhaust from 6A, installing it in 14A at the recommendation of Roger Waller. 6A, our oldest operating NA, now sounds like it used to, much to the delight of many, and all the ‘Modern Steam’ improvements are now concentrated on one locomotive.

Finally, after some fast work by our customs agent, the burner and fire door arrived on the 5th January. Little time was wasted offering both up to the boiler for a test fitting, and with some minor adjustments they were successfully installed. With a piping schematic from DLM, a pile of pipe and fittings and the vaguest of concepts, the complicated task of plumbing between the tank, valves, gauge and burner began.
As the oil is fed by gravity from the tank to the burner, we had to ensure pipe lengths and bends were kept to a minimum so that we could achieve the desired flow rate. With the fuel filters, main stop valves, pipe runs, and control valves positioned, we conducted flow tests at various valve openings. As previously mentioned, there are a total of 5 burners, each with a maximum fuel flow rate of 80 litres per hour, meaning we needed to be getting a total of at least 400 litres per hour through the system. We achieved 540 – Perfect!

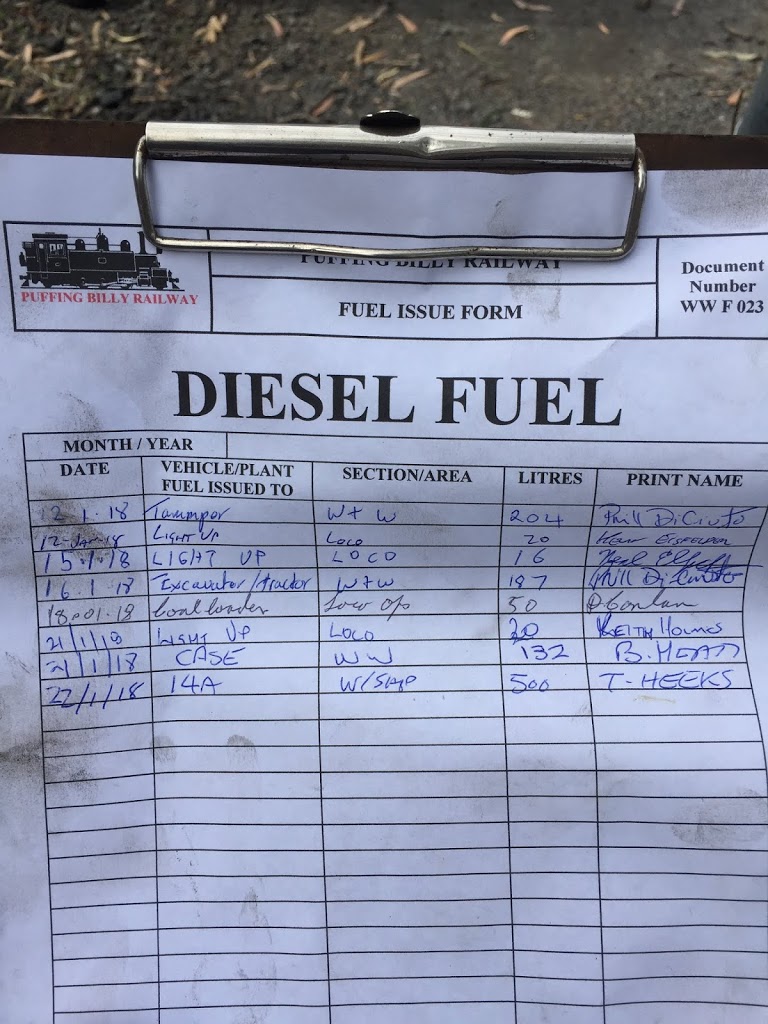
It should be noted that filling an NA from the diesel bowser felt a little weird the first time, however one soon gets used to the idea.
Flying out from Switzerland, Roger arrived to start testing on the 29th January. An initial inspection of the installation revealed a few areas which he considered could be improved, and the work was duly carried out.
With the fuel tank topped up, we started again on the 31stJanuary, initially to test the pilot burner on air, and its ability to raise steam at the expected rate. Until steam is raised, compressed air is used to atomise the oil which feeds the pilot burner; there is no facility to operate the load burners on compressed air, and therefore no means of forcing the boiler to raise steam from cold at full power, alleviating undue stresses bought about by uneven heating.

The pilot burner was ignited just after 1 pm, and the boiler temperature raised steadily all afternoon, until the point where steam could be used for atomisation, and the air-line was turned off.
Trials continued for the next few days, with the load burners being trialled and some shunting undertaken. Friday evening saw us take a run up to Menzies Creek and back, and Saturday evening 14A hauled a 4-car train Belgrave – Gembrook and return.

As I write this we have carried out several load tests, incrementally increasing the train length, and the light oil firing system has performed admirably each time. Based on experience in testing the loco, we have made some modifications to the system:
- Valves and gauges have been moved from their initial location on the cab floor.
- The scale on the gauges was not fine enough for the pressures we were trying to monitor, so new gauges have been procured and fitted.
- The pipe runs have been simplified, and more lagging used.
- The pilot burner was changed for one of a higher capacity, in order that it might be able to supply enough steam for the lubricator and Westinghouse air compressor without resorting to using the load burners.
- A restricted air feed is being used to supply minimal pressure to the air space in the fuel tank, thus giving greater oil flow, something which was necessitated by other changes.
When it is operating, combustion is oh so clean! Whether there is one burner or 5 operating; whether the locomotive is raising steam or hauling 17 cars; if the burner is set right, there is no dark smoke whatsoever, just a heat haze from the stack.
As you read this, commissioning and acceptance trials are complete, and the task of educating and training crews is underway. The system bears no resemblance to the VR oil burners of old, and whilst the job is certainly less physically demanding than shoveling coal, it is by no means “easy”. An oil burner, by design, has no store of heat energy, and therefore no input by the fireman means no steam production; changes in load and grade need to be prepared for, and an adequate supply of steam as required by the driver depends on regular communication between the crew.

As with any project of this nature, there are the obvious promoters and detractors. It certainly can’t be considered heritage by any stretch of the imagination, and yet the chairman of the Heritage Advisory Committee has already written to express his pleasure at the way most of the alterations have been concealed. The conversion does come with definite advantages; no smoke, no soot, no shovelling, no dust, no fires to rake out and no smokeboxes to clean. The engine can be stabled with full pressure and be lit up on steam with the pressure remaining from the previous day. Even with the Lempor fitted, the engine doesn’t throw sparks, and our passengers clothes stay clean; no more soot in the eye!
The work undertaken to reach this stage is 100% reversible, as well as serving a business need, identified as urgent. Yes, building a brand new ‘Modern Steam’ NA would have been the ideal solution, allowing us to keep the original NA’s ‘original’, but that just wasn’t practical in the time frame. What this work does however, is give us an opportunity to prove certain facets of ‘Modern Steam Technology’ and their suitability for our operation. These could then be applied to a new-build NA in the future.

We are already building modern ‘Heritage style’ carriages with increased capacity and an improved design for reduced maintenance. Doing the same with new-build NA’s could create the ability to operate trains efficiently and reliably, with locomotives which require minimal servicing and maintenance, thereby increasing availability. We could run trains with a heritage exterior which belies the modern technology underneath. Reduced maintenance and operating costs could free up capital to restore, maintain and operate the original locomotives and rolling stock under the guise of ‘Heritage Trains’, something around which we can create an air of exclusivity, increase demand and charge a premium.
As heretic as this first appears, it is a sound and proven business model, used by similar organisations the world over, The Ffestiniog Railway do it, so do the Welshpool and Llanfair Railway, Talyllyn Railway, Brienz-Rothorn Bahn, the list goes on. A great example can be seen in this video:
With the current growth patterns, we will continue to see increased patronage on the Lakeside – Gembrook section (it’s already occurring), so for those that have read all this, and still aren’t sure, ask yourself a question: